
Как устроен станок?
Вот основные детали станка:
- основание;
- колонна;
- корпус;
- бочка рукав;
- головка для сверления;
- электрическое оборудование;
- каретка.
 Каретка станка
Каретка станка
На основание крепится корпус и рукав, а на торцевой части прикрепляется емкость для жидкости охлаждения.
Колонна являет собой большую трубу из стали, которая установлена в цоколе и прикреплена двумя подшипниками. Там же расположено электрооборудование и механизмы для зажима, стоит знать, что зажимы не входят в комплект с первоначальным оборудованием, их надо заказывать отдельно.
Отливка из чугуна плотной формы – это корпус, который является основной деталью для коробки скоростей. В нем также есть место для электрического оборудования.
Рукав прикрепляется к корпусной части посредством четырех прихватов. По направлению данной детали ходит каретка вместе с головкой для сверления.
Сама головка состоит из шпинделя, устройство для управления и короб для подач.
Шпиндель состоит из чугуна. Имеет большой диапазон для частоты сверления.
Порядок работы на станке 2К52-1
Настройка, наладка и режим работы
После установки станка обратите внимание на его устойчивость и при необходимости закрепите основание (при работе на тяжелых режимах). Зажим рукава на бочке и сверлильной головки на каретке осуществляется вручную, поэтому перед каждым изменением положения рукава и головки следует производить их отжим, а после поворота обязательно полный зажим
Зажим рукава на бочке и сверлильной головки на каретке осуществляется вручную, поэтому перед каждым изменением положения рукава и головки следует производить их отжим, а после поворота обязательно полный зажим.
В связи с конструктивными особенностями станка 2К52-I (переносного типа), устанавливаемого обычно без жесткого крепления, режимы резания на нем назначаются более низкими по сравнению со станками стационарного типа.
Выбор режимов резания производится в зависимости от обрабатываемого материала и диаметра режущего инструмента. Рукоятка коробки подач устанавливается в положение, соответствующее выбранной механической подаче. Требуемую частоту вращения выбирайте двумя рукоятками, находящимися на лицевой стороне бочки, в соответствии с табличкой.
ВНИМАНИЕ! Переключать частоту вращения и подач можно только при остановленном шпинделе. При сверлении обращайте внимание на правильную заточку сверла, так как обработка инструментом с неправильной заточкой значительно повышает усилие подачи и сокращает долговечность подшипников шпинделя
При сверлении обращайте внимание на правильную заточку сверла, так как обработка инструментом с неправильной заточкой значительно повышает усилие подачи и сокращает долговечность подшипников шпинделя. Установка и отсчет требуемой глубины обработки производится по лимбу штурвального устройства с помощью рукояток
Установка и отсчет требуемой глубины обработки производится по лимбу штурвального устройства с помощью рукояток.
Регулирование
В процессе эксплуатации станка возникает необходимость в регулировании отдельных его составных частей для восстановления их нормальной работы. Конструкция станка предусматривает возможность регулирования отдельных элементов, детали которых изнашиваются в процессе эксплуатации.



Регулировка зажима бочки на колонне производится поворотом гайки 1(см.рис.12) на угол, соответствующий износу резьбы, и затем блокировкой гайки 2.
Зажим считается достаточным, если бочка не поворачивается на колонне под действием усилия 1000 Н на конце рукава.
Зажим каретки на направляющих рукава можно отрегулировать поворотом эксцентрикового вала, воздействующего на втулку 3 (см.рис. 14), тягу в и прижим 7. Зажим каретки считается достаточный, если ее нельзя сдвинуть с места под действием усилия 2500 Н.
При необходимости отрегулировать зазор между призматическими направляющими рукава и каретки освободите зажимы эксцентриковых осей I и II и поворотом этих осей установите необходимый зазор (до 0,05 мм). При этом не должна нарушаться легкость перемещения каретки с головкой по рукаву. После окончания регулировки затяните зажимы эксцентриковых осей винтами.
Для облегчения усилия перемещения каретки по направляющим рукава на ней установлены подшипники, с помощью которых каретка находится во взвешенном состоянии по отношению к направляющим рукава. Регулировка осуществляется поворотом торсионного эксцентрика до начала появления зазора между передней направляющей рукава и кареткой.
Повышенный осевой люфт шпинделя устраняется подтяжкой гайки, доступ к которой возможен после извлечения шпинделя из корпуса сверлильной головки.
Регулировка предохранительной муфты от перегрузок по осевой силе производится двумя гайками 5 (см.рис. 17),которыми затягивают пружину 4. Номинальное осевое усилие достигается настройкой на режимы, причем при режимах, указанных в разделе 10.3, муфта обеспечивает передачу осевого усилия 7500±1000 Н ( срабатывания — проскакивания кулачков полумуфты 2 относительно кулачков полумуфты I — не происходит).
Предельные допускаемые режимы работы
Материал — сталь 45, ГОСТ 1050-74 Диаметр обработки — 25 мм Инструмент — сверло 25 мм Инструмент — сверло 25-3, ГОСТ 10903-77
Частота вращения шпинделя — 160 об/мин Подача — 0,125 мм/об Скорость резания — 14,2 м/мин Крутящий момент на шпинделе — 110±10 Н·м Осевая сила резания — 7500±1000 Н
Кинематическая схема радиально-сверлильного станка 2К52-1
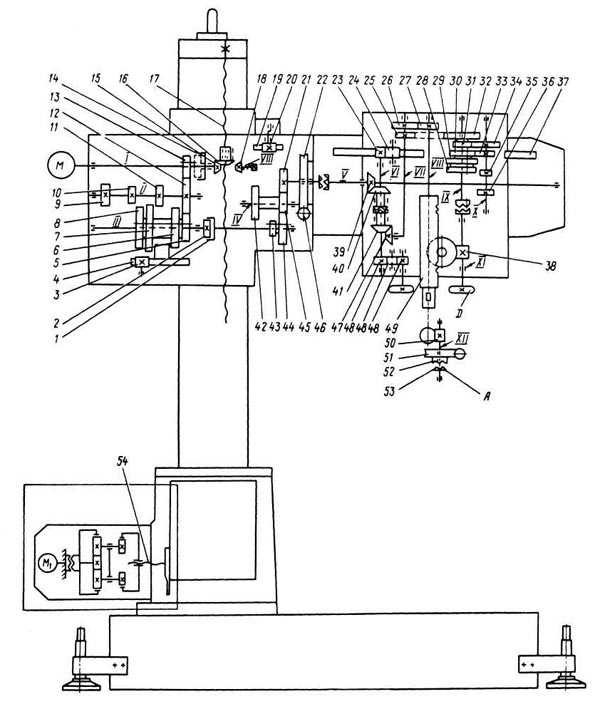
Кинематическая схема радиально-сверлильного станка 2к52-1
Кинематическая схема станка содержит четыре кинематические цепи:
- цепь вращения шпинделя
- цепь подач
- цепь вертикального перемещения рукава
- цепь зажима колонны
Цепь вращения шпинделя
Вращение шпинделя от электродвигателя М передается через коробку скоростей, приводной вал У, конические зубчатые колеса 39-40; 41-47 на цилиндрическую передачу 26-27. Передвижные блоки 8-7-6-5 и 43-44 коробки скоростей обеспечивают восемь ступеней частоты вращения шпинделя в диапазоне от 63 до 1600 мин».
Цепь подач
Вращение от шпинделя через цилиндрическую передачу 25-32, коробку подач, червячную передачу 38, 51, зубчатые колеса 50 передается на рейку 49 пиноли шпин-деля.
Тройным блоком 28-29-30 обеспечивается получение трех механических по-дач 0,125; 0,2; 0,315 мм/об.
Включение механической подачи осуществляется рукоятками штурвального устройства в направлении „На себя». Тонкая ручная подача осуществляется махови-ком при включении рукоятки в положение „Тонкий ручной подвод инструмента».
Ручной подвод инструмента, а при необходимости и ручная подача, произво-дятся рукоятками штурвального устройства (XII вал), при выключенной муфте А (движение рукояток „От себя»).
Цепь вертикального перемещения рукава
Вертикальное перемещение рукава осуществляется посредством конической пары 15-16, которая передает вращение гайки винта подъема 17 от электродвигателя М.
Изменение направления перемещения рукава производится реверсом электро-двигателя, а точная установка по высоте (опускание) осуществляется рукояткой поворота рукава, установленной на хвостовике подпружиненного зубчатого колеса 18.
Цепь зажима колонны
Для привода зажима колонны применяется электромеханическая головка.
Вращательное движение, получаемое от электродвигателя М, посредством планетарного редуктора и гайки преобразуется в поступательное движение винта 54, который, воздействуя на гильзу, осуществляет зажим-разжим колонны.
Применение транзистора К52 2 в различных устройствах
| Устройства | Описание |
|---|---|
| Телевизоры | Транзисторы К52 2 используются в телевизорах для усиления и коммутации сигнала. Они обеспечивают хорошее качество изображения и звука, а также энергосбережение. |
| Радиоприемники | В радиоприемниках требуется усилительный каскад для усиления слабых сигналов. Транзистор К52 2, благодаря своим характеристикам, продуктивно выполняет эту функцию. |
| Аудиоусилители | Для усиления звукового сигнала в аудиоусилителях широко применяются транзисторы К52 2. Они обеспечивают чистое и мощное звучание с низким уровнем искажений. |
| Источники питания | Транзисторы К52 2 используются в источниках питания для регулирования напряжения и тока. Они обеспечивают стабильную работу устройства и защиту от перегрузок и коротких замыканий. |
| Коммуникационное оборудование | В различных коммуникационных устройствах, таких как рации и сотовые телефоны, транзисторы К52 2 используются для передачи и усиления сигналов. |
| Устройства автоматизации | Транзисторы К52 2 широко применяются в устройствах автоматизации, таких как контроллеры, блоки питания и инверторы. Они обеспечивают надежную и эффективную работу данных систем. |
Применение транзистора К52 2 в различных устройствах подтверждает его важную роль в современной электронике и подчеркивает его значимость для создания функциональных и высококачественных устройств.
Радиально-сверлильный станок 2К522-03.
Сверлильный станок 2К522-03 является переносным и обеспечивает обработку отверстий в мелких, средних и крупногабаритных деталях.
Оригинальная конструкция радиально-сверлильного станка 2К522-03 обеспечивает широкие возможности и позволяет:
- поворачивать сверлильную головку и рукав вокруг своих осей на 360º;
- производить обработку отверстий в любой пространственной ориентации;
- вести обработку отверстий расположенных ниже уровня «пола»;
- производить обработку отверстий в ограниченном пространстве.
Предусмотрена возможность выставки станка относительно обрабатываемой поверхности при помощи винтовых опор.Для переноса станка к месту обработки имеется рым-болт.




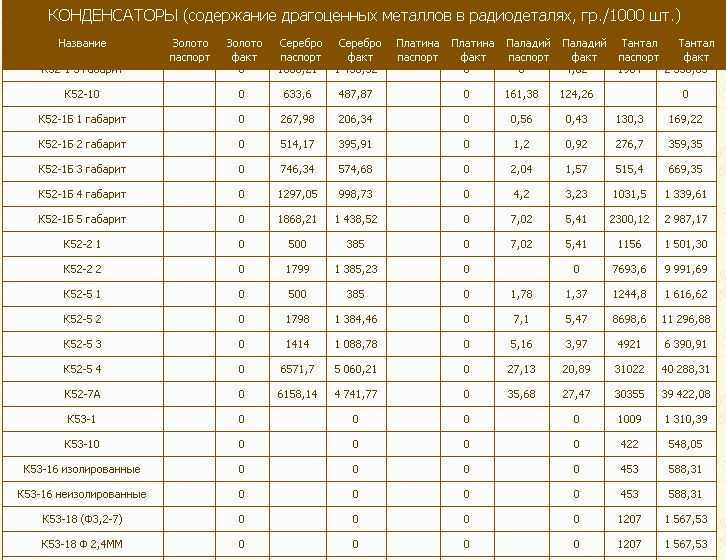
Самые ценные детали
Сравнив радиодетали по содержанию драгметаллов, можно сделать вывод, что больше всего золота находится в транзисторах серий 2Т и КТ. Лидером является серия 2Т. Однако такие транзисторы изготавливали для специальной (военной) техники. В них содержание золота доходит до 0,07 грамм в 1 штуке (2Т979А). Что касается таких же деталей гражданского сектора, то в них содержание золота может достигать 0,031 грамма в 1 штуке (КТ812Б).
Также у скупщиков ценятся детали содержащие палладий. Цена на этот драгоценный металл платиновой группы за 10 лет выросла более чем в 12 раз. В 2009 году за грамм палладия давали 350 рублей, в настоящее время – 4,5 тыс.
Самым распространенным изделием, содержащим палладий, которое можно легко найти в электронике времен СССР считается зеленый конденсатор КМ серии Н30 и Н90 (палладий до 0,021 гр в 1 шт.).
Высокое содержание палладия (до 58% в сплаве) и у контактов резисторов СП5, а у переключателя КСП его соотношение может достигать 80%.
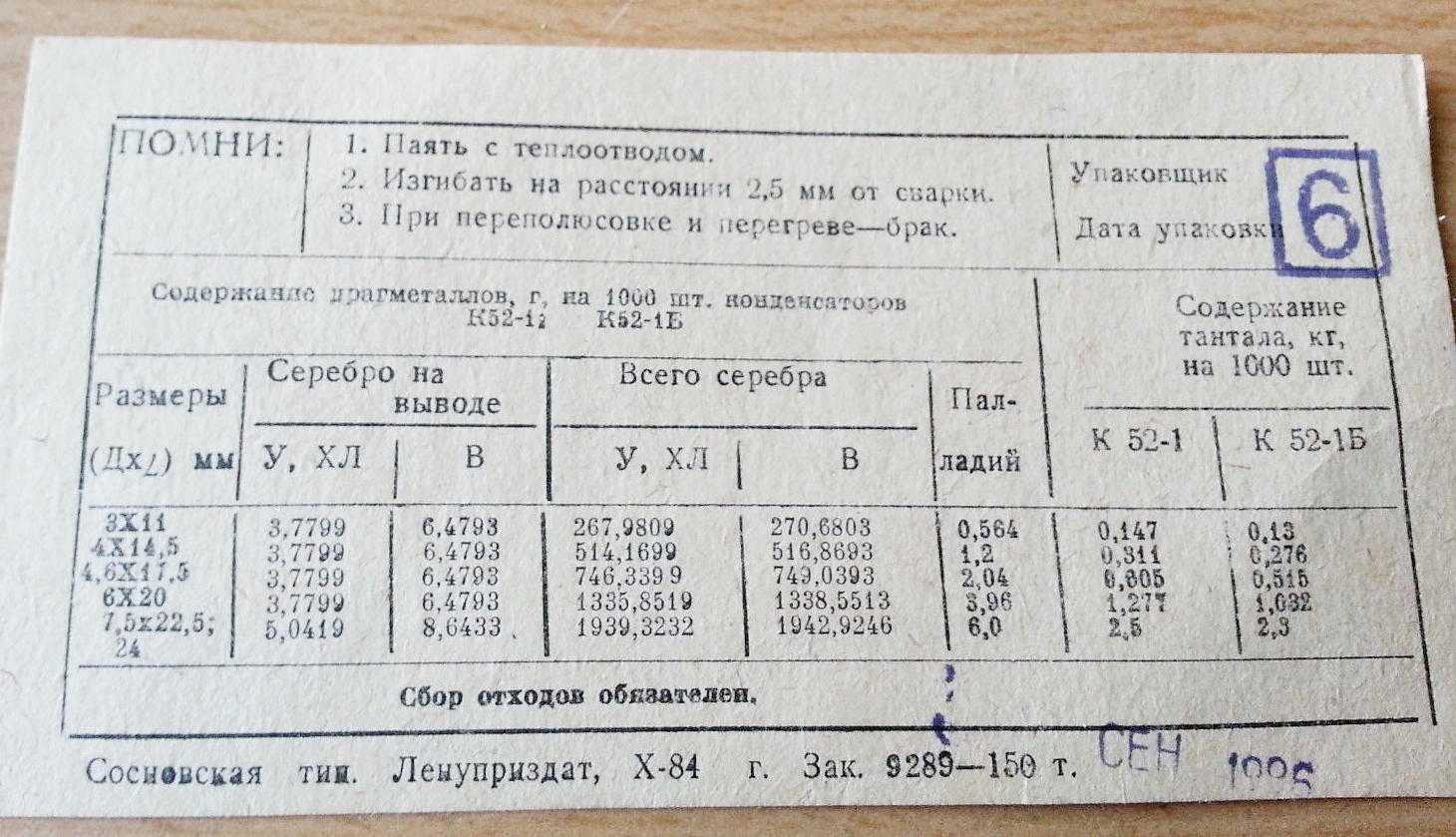
Драгметаллы в конденсаторах КМ
Использование в конденсаторах таких материалов как палладия, платины и серебра обусловлено технологическими требованиями и имеет рациональную основу.
Конструктивно конденсаторы выполнены из керамического диэлектрика с нанесенным на него с двух сторон тонким слоем металла (обкладка конденсатора). От выбранного материала диэлектрика и обкладок зависят технические и эксплуатационные характеристики конденсатора.
В качестве диэлектрика используют специальную керамику на основе титаната кальция, циркония и бария. Технологии позволяют получить сверхтонкие слои диэлектрика и собирать их в сэндвичи. Это обеспечивает низкую электрическую проводимость, емкости конденсаторов от долей пикофарад и номинальное напряжение в широком диапазоне.
В качестве обкладок керамических конденсаторов используют палладий, платину и серебро. Эта группа металлов устойчива к действию сульфидов, предотвращает окисление при обжиге и значительно повышает температурную стабильность емкости конденсаторов. Обеспечивает нормированные значения емкости с заданными отклонениями, прогнозируемый ТКЕ, минимизирует значения паразитных параметров, уменьшает влияние внешних факторов, повышает долговечность и надежность.
В зависимости от применяемой технологии нанесения металлов на диэлектрик, варьируется использование и содержание одного из этих драгметаллов в обкладках конденсаторов. При технологическом требовании высокой температуры обжига керамики применение серебра ограничено и больше используется палладий и платина.
Так содержание палладия в электродах керамических монолитных конденсаторов доходит до 78-95%. А от массы всего конденсатора содержание платины может доходить до 0,6%, а палладия до 7%.
Любопытная информация: оказывается, из всего объема палладия, который необходим для электронной промышленности, доля палладия, используемого для производства керамических конденсаторов, может доходить до 60%.
С учетом того, что технологии производства конденсаторов осваивались последовательно, исходя из технических требований, то и содержание этих драгметаллов в конденсаторах должно зависеть, как от завода, так и от года их производства.
Как уже говорилось выше, содержание керамических конденсаторов в отработанной электронной аппаратуре может доходить до 20% от количества компонентов, а в некоторых изделиях — и выше. Проблема переработки отходов электронной промышленности сегодня — фактически нерешенная проблема. В связи с этим, на рынке существует достаточно большое количество предложений, призывающих собирать и сдавать непригодные к эксплуатации электронные устройства.
По керамическим конденсаторам КМ составлены перечни с признаками, определяющими тип конденсаторов и их ориентировочную ценность. Содержание этих «списков» может отличаться друг от друга, но прослеживается общность определенных параметров, по которым можно определить ценность того или иного типа конденсатора КМ.
Ниже приведены некоторые группы предложений от разных скупщиков конденсаторов. В столбце «Пример маркировки» знак «/» указывает на разделение строчек надписи на самом корпусе конденсатора.
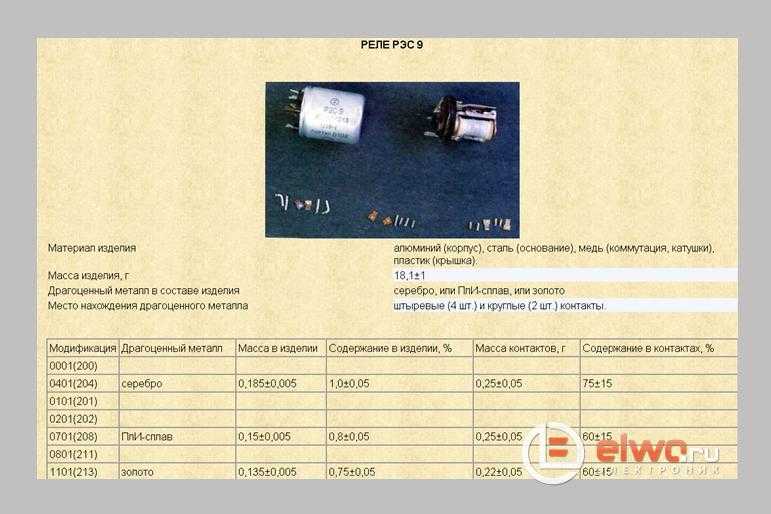
Применение Реле КНЕ 130 27в
Реле КНЕ 130 27в – это функциональное устройство, которое широко используется в различных сферах промышленности и электротехнике. Оно применяется для управления электрическими цепями различной сложности, обеспечивая коммутацию и защиту электрических схем.
Основными областями применения Реле КНЕ 130 27в являются:
- Автомобильная промышленность. Данное реле широко применяется в автомобильной промышленности для управления электропитанием автомобиля и коммутации между различными источниками энергии.
- Производство и промышленность. Реле КНЕ 130 27в используется на различных производственных предприятиях для управления и защиты электрооборудования, такого как электромоторы, насосы, компрессоры и другие электрические устройства.
- Электроэнергетика. В электроэнергетической отрасли Реле КНЕ 130 27в применяется для коммутации и контроля подключения различных источников энергии, а также для обеспечения безопасности и защиты электрических цепей.
- Строительство и жилищно-коммунальное хозяйство. В строительстве и ЖКХ данное реле используется для управления освещением, системами отопления и кондиционирования воздуха, а также для контроля и защиты электрических сетей.
Особенностью Реле КНЕ 130 27в является его высокая надежность и стабильность работы. Оно способно выдерживать значительные нагрузки и длительные периоды работы без возникновения сбоев или поломок.
Важно отметить, что Реле КНЕ 130 27в содержит драгоценные металлы, такие как золото и серебро, которые обеспечивают надежный контакт и длительный срок службы устройства. В целом, Реле КНЕ 130 27в является неотъемлемой частью многих электрических систем и схем, обеспечивая эффективную и безопасную работу оборудования в различных отраслях промышленности и электротехники
В целом, Реле КНЕ 130 27в является неотъемлемой частью многих электрических систем и схем, обеспечивая эффективную и безопасную работу оборудования в различных отраслях промышленности и электротехники.
Расположение органов управления радиально-сверлильным станком 2К52-1
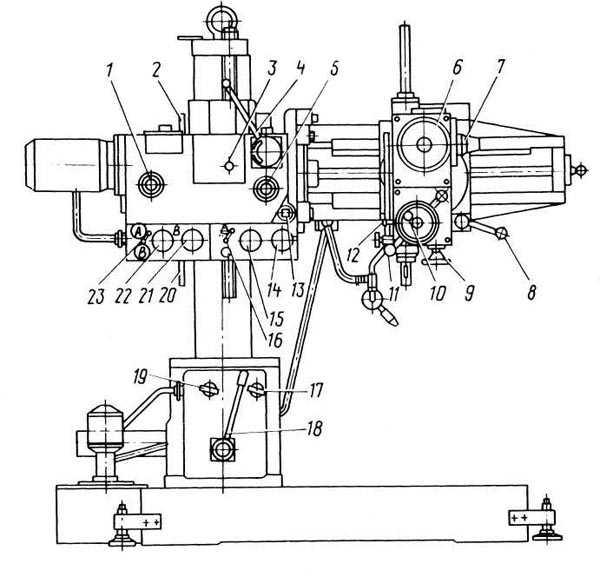
Расположение органов управления радиально-сверлильным станком 2к52-1
Перечень органов управления радиально сверлильного станка 2К52-1
- Переключатели скоростей шпинделя
- Толкатель конечного выключателя „Вверх»
- Квадратный хвостовик для рукоятки ручного опускания бочки
- Рукоятке включения вращения шпинделя, механического перемещения рукава по колонне и зажима-разжима бочки на колонне
- Переключатели скоростей шпинделя
- Маховик перемещения сверлильной головки по рукаву
- Рукоятка переключения механической подачи шпинделя
- Рукоятка зажим а-разжима каретки и колонны (тумблер 23 в положении „А»)
- Маховик тонкой подачи шпинделя вручную
- Кнопка фиксации лимба
- Рукоятки включения механической или ручной подачи шпинделя
- Кнопка включения упора лимба
- Вал поворота рукава
- Кнопка „Аварийный стоп»
- Кнопка „Выключение схемы»
- Тумблер включения местного освещения или переносной лампы
- Рукоятка вводного выключателя
- Рукоятка ручного зажима колонны
- Рукоятка управления системы охлаждения
- Толкатель конечного выключателя „Вниз»
- Кнопка разжима колонны (тумблер 23 в положении «В»)
- Кнопка зажима колонны (тумблер 23 в положении „В»)
- Тумблер выбора органов управления зажимом, разжимом колонны

Перечень графических символов на табличках станка 2к52-1